轉向節零件加工裝夾夾具對刀具有什么要求?
加工過程是一個系統性的工藝過程,刀具和夾具是相互影響相互制約的。高剛性的夾具系統允許刀具使用更多的有效齒數和切削參數; 剛性較差的夾具系統則需要適當降低切削參數,選擇更加鋒利的切削刃口。根據夾具的夾持方式的不同選擇合理的刀具結構,從而改變切削力的方向也是一個有效的策略。
鑄鐵產品,鑄造后毛坯放置一段是否更好加工呢?
時效處理能夠有效的改善鑄件的可加工性,提高刀具的壽命。
加工這樣槽工件會發彈嗎?懸臂結構、刀具會震刀嗎?
如果夾持剛性不好,加工時會有振動的風險,可以通過更換更鋒利的刀片、調整加工參數、減少有效刃數等手段來應對。
加工后表面粗糙度能到多少?
如果工藝系統剛性較好,在加工時沒有振紋的情況下,表面粗糙度主要受刀具切削刃口跳動誤差和每齒進給量的影響,正常情況下粗糙度能夠達到Ra6.3以下。
槽刀具加工后槽寬尺寸可以保證多少精度?
三面刃的制造公差是±0.05,加工的槽的公差可以控制在0.15以內,考慮到加工過程中的刀具磨損,槽寬尺寸公差越嚴格,刀具的壽命會越低。
徑向力如何?
徑向力與切槽的寬度、進給速度、刀片的前角等因素有關,可以參考相關的數學公式進行計算。
前角大,磨損是不是很快?
刀具每個切削角度的變化,都會對加工過程既產生積極的影響又產生不利的影響,關鍵在于我們要合理取舍。在切槽加工中,使用鋒利的刀片抑制振動,從而獲得穩定可預測的刀具壽命,更有利于加工過程的控制。
干切好還是濕切好呢?
從刀具壽命方面考慮,推薦干切。但是加冷卻液可以抑制粉塵和排除切屑。工廠可以根據實際情況合理取舍。
一次吃多深?
切槽加工中,計算切削參數時有一個很關鍵的因素是刀具的嚙合比,即切寬和刀具直徑的比值ae/Dc,
刀的材料是什么?
硬質刀片,鋼制刀體。
兩側刀片數量不同,會不會出現表面質量不好?
表面質量與每轉進給量和刀片的修光刃大小有關,只要刀片的修光刃長度足夠,表面質量不會變差。
組合結構刀具剛性怎樣?
刀具本身的剛性與單刀盤刀具的剛性沒有區別。但是由于兩個刀盤同時切削,切削力變大,對于夾具的剛性和機床的功率有更高的要求。
修光刃的工作原理是什么?
簡單來說,就是依靠副切削刃的二次切削來修正工件表面的波峰,達到提高表面光潔度的目的。
刀具轉速怎么變化?
恒定轉速。
鑄件是不是用的幾率高?
根據工況來選擇合理的刀具。
加工鑄鐵件耐磨性怎樣?
刀片都是針對鑄鐵零件的牌號,在提高耐磨性的同時保持了較好的韌性。
機床多少功率匹配?
根據刀盤直徑大小、有效齒數、切寬、加工參數、切深,可以 計算出需要的機床功率。
孔的圓度直線性怎樣?
圓柱度綜合反映了圓度和直線度誤差,此案例中圓柱度范圍是2-5微米。
對于組合刀具來說,由于同時加工幾個部位,切削余量增加,切削力和消耗的機床功率都會增加,因此在使用相關刀具之前請咨詢我司技術人員。
汽車轉向節臂加工刀具全套方案剖析 ,一往冇前將介紹汽車轉向節夾具刀具加工方案,汽車俗稱“羊角”又叫轉向節或轉向節臂,是汽車轉向橋中的重要零件之一,能夠使汽車穩定行駛并靈敏傳遞行駛方向;車前工字梁兩端承擔轉向功能的軸頭,由于外觀像羊的角,所以俗稱“羊角”
轉向節是車輪轉向的鉸鏈,一般呈叉形。上下兩叉有安裝主銷的兩個同軸孔,轉向節軸頸用來安裝車輪。轉向節上銷孔的兩耳通過主銷與前軸兩端的拳形部分相連,使前輪可以繞主銷偏轉一定角度而使汽車轉向。

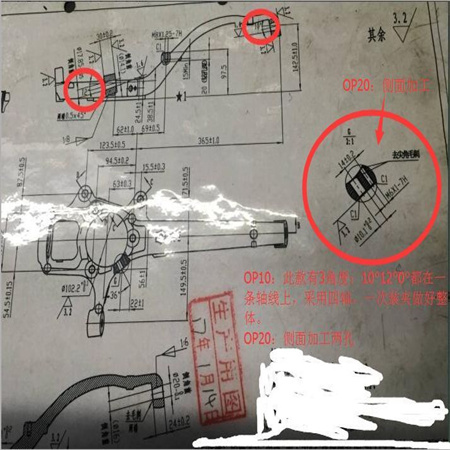
圖2 羊角三視圖
OP10:此款羊角有3角度,10、20、0都在一條軸線上,采用四軸,一次裝夾做好整體。
OP20:側面加工兩孔
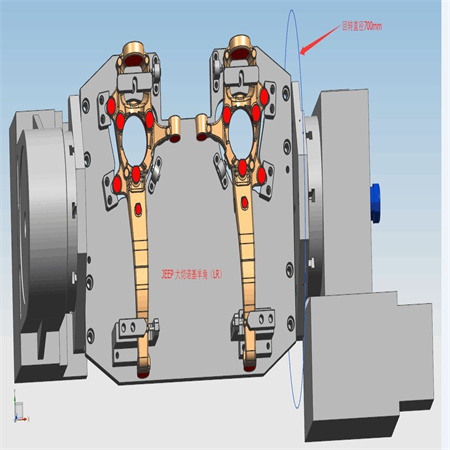
圖3 羊角裝夾效果
JEEP大切諾基羊角(LR),回轉軸回轉直徑為700mm。
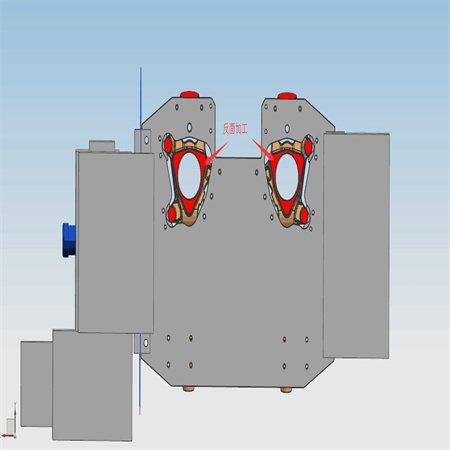
圖4 反面加工設計
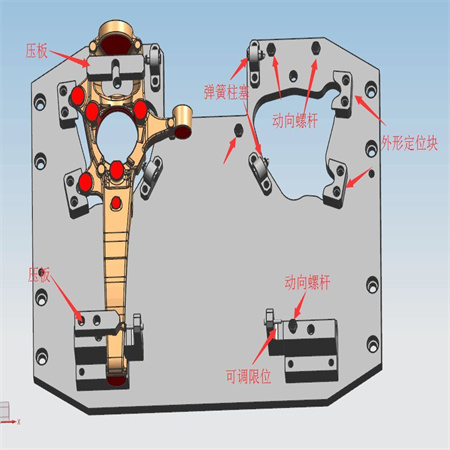
圖5 裝夾零部件介紹
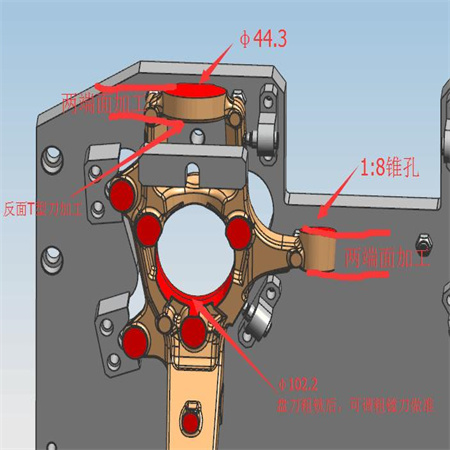
圖6 羊角加工細則
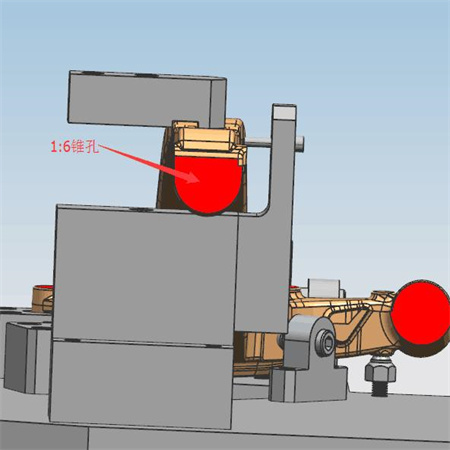
圖7

圖8 錐孔加工編程
錐孔加工順序:
1. Φ13鉆頭鉆出小端直徑。
2. Φ12銑刀粗銑錐孔(粗銑為了減少精加工余量,保證尺寸穩定)。
3. 錐度鉸刀精加工。
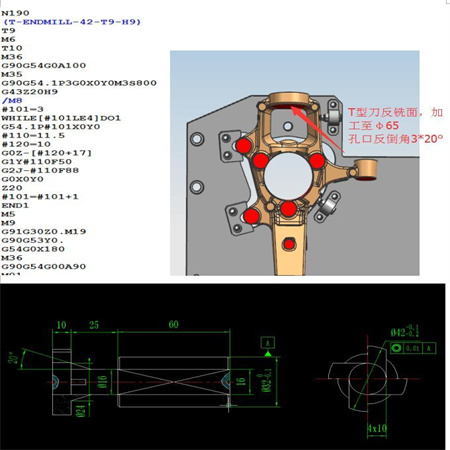
圖9 側面孔加工編程
側面孔加工順序:
1. T型刀反銑面,加工至Φ65。
2. 孔口反倒角3x20。

圖10 T型刀

圖11 裝夾效果圖
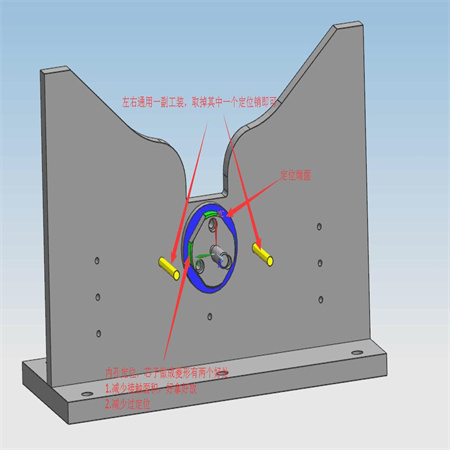
圖12 安裝細則
安裝細則:
1. 內孔定位,芯做成菱形不但減少了接觸面積而且減少過定位。
2. 左右通用一副工裝,取掉其中一個定位銷即可。

圖13羊角
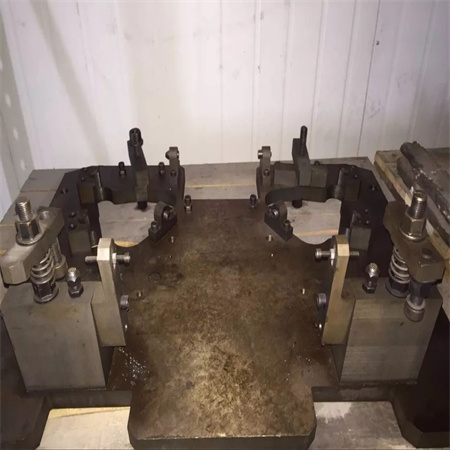
圖14羊角加工夾具
目前因減少工藝,工序集中后液壓缸無法讓位,故設計成手動裝夾。

SS碩朔生產、定做臺階鉆頭、T型銑刀桿(整體合金式、機夾式、焊接合金式)、非標整硬刀具、鎢鋼內冷鉆頭、盤、焊接合金成型刀具、焊接金剛石刀具產品,來圖來樣均可定做加工。
 主站蜘蛛池模板:
邵武市|
高要市|
陆川县|
龙口市|
思南县|
盐津县|
城口县|
宁津县|
嘉善县|
东宁县|
盐亭县|
微山县|
泸水县|
百色市|
莒南县|
富源县|
长子县|
赤峰市|
九龙坡区|
丹东市|
新兴县|
吉木萨尔县|
开远市|
榆社县|
永修县|
盐边县|
革吉县|
沙田区|
江城|
龙江县|
黄石市|
萨迦县|
石河子市|
黑河市|
峨山|
襄垣县|
木里|
杭锦旗|
石河子市|
伊通|
德惠市|
主站蜘蛛池模板:
邵武市|
高要市|
陆川县|
龙口市|
思南县|
盐津县|
城口县|
宁津县|
嘉善县|
东宁县|
盐亭县|
微山县|
泸水县|
百色市|
莒南县|
富源县|
长子县|
赤峰市|
九龙坡区|
丹东市|
新兴县|
吉木萨尔县|
开远市|
榆社县|
永修县|
盐边县|
革吉县|
沙田区|
江城|
龙江县|
黄石市|
萨迦县|
石河子市|
黑河市|
峨山|
襄垣县|
木里|
杭锦旗|
石河子市|
伊通|
德惠市|